





















KALTENBACH KF 2506 板材钻孔机




KALTENBACH KF 2506 板材钻孔机
联系我们了解价格
德累斯顿, 德国
描述
卡尔滕巴赫 KF 2506
钣金加工中心
板材钻孔系统
KF 钣金加工中心专为满足钢铁、机器和设备的特殊市场需求而设计
结构,适用于高效钻孔和火焰切割金属板、金属板条和平板
端板、底板和角撑板用钢。
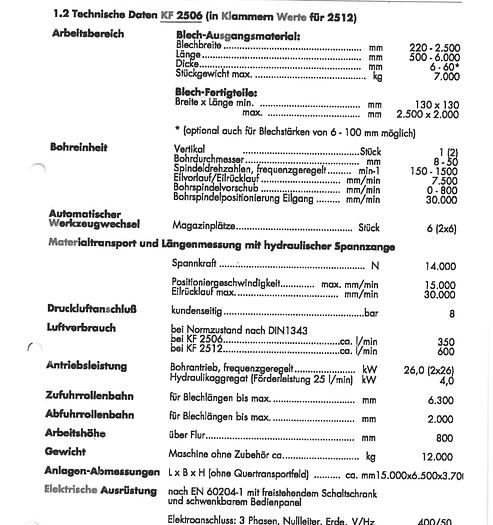
a) 技术数据
金属板起始材料:220 - 2.500
板材宽度 mm 长度 mm 500 - 6.000
厚度 mm 6 - 60
灰泥最大重量 7,000 千克
预制钣金件:
宽度 x 长度 最小 mm 130 X 130
最大毫米 2.500 X 2.000
垂直(Y 轴)滑动 1
钻孔直径 mm 8 - 50
主轴转速,频率控制...... min-1/快速进给/快速回退 mm/min 150 - 2000
钻轴进给mm/min O - 2000
钻主轴定位快速移动 mm/min 24.000
杂志位置 Słuck 6
夹紧力 N 14000
定位速度最大mm/min 15000
最大快速移动速度 mm/min 30000
客户端栏 8
根据 DlN1343 的标准条件,约 I/min 350
变频控制钻机驱动装置 kW 26,0
液压装置(输出功率 25 l/min)kW 24,0
进料滚筒输送机
或板材长度最大可达 6000 毫米
卸料滚筒输送机
板材长度最大可达 2000 毫米
工作高度
上层地板 mm 800
重量
不含附件的机器约重 12000 千克
系统尺寸
长 x 宽 x 高(不含横向运输面板)......约 15,000x8,000x2,900 毫米
电子设备
符合 EN 60204-1 标准,配有独立开关柜和旋转控制面板
电气连接:3 相、中性导体、接地 V/Hz 400/50
b) 基本机械设备
- 机器门架设计为稳定的焊接结构,以容纳垂直钻孔装置。
- 钻孔单元位于定位滑块中,在无间隙预紧线性滚柱导轨中运行。
- 通过滚珠丝杠和伺服电机实现快速、高精度的钻轴定位。
- 编程的主轴转速以固定值的形式存储在操作员软件中,并自动分配给
相应的钻孔直径。
- 电动机械钻孔进给位于滚珠丝杠和伺服电机上方。
- 编程的钻孔进给在操作软件中保存为固定值,并自动分配给
相应的钻孔直径。也可以手动增加或减少由
控制面板上的程序。
- 通过激光自动测量钻头长度。
- 自动更换 6 种钻头尺寸的刀具。刀具更换装置由一个圆盘刀库组成,该刀库安装在
直接连接到钻车,以实现最短的更换时间。
速度和进给率的变化自动与钻头的变化相关。交付范围包括 6 个工具
持有人。
- 带有微计量系统的空气冷却装置,用于通过内部轴向空气与钻孔工具的进给切换
对于没有轴向空气供应的钻孔工具,可选择提供冷却。
- 钻孔主轴的锪孔程序
带可互换导销的平面埋头孔的钻孔深度控制0 15 - 40 毫米和
适用于直径 30 - 50 毫米的埋头孔(需要埋头孔装置。工具和支架不包含在产品范围内
送货)。
- 自动调节垂直夹紧装置,带有自动循环控制内的液压压紧装置。
- 切屑刮刀用于在自动循环中自动清除工件表面的钻孔切屑
控制。材料表面高度自动调节。
- 切屑支架可以通过安装在机床床身上的滚轮从机床两侧拉出。
- 用于氧燃料切割的火炬切割装置,安装在钻孔装置上,具有远程火炬点火和火焰
监控,包括必要的切割喷嘴。
燃料气体:如丙烷、乙炔。
- 燃烧器高度调节。电容式传感器自动控制距离。
- 通过钻孔装置的定位驱动器供给火焰切割装置。
- 用于集中处理固体和燃烧物的渣车,可拉出,安装在滚轮上,排列在
机床床身。
- 长度测量装置,由固定系统侧带有液压双夹头的夹持托架和
液压单夹头距固定系统侧约 1200 毫米。夹持器托架定位驱动上部伺服
带绝对编码器和精密测量架的电机。固定系统侧有附加液压夹头,
与主夹头滑架一起移动。
- 通过固定系统侧附加夹头的回程,用激光传感器测量板材长度。
在钻孔支架和导向板之间的区域中,对固定系统侧的板材侧边缘进行位置检测
火焰切割槽。
- 进料滚筒输送机采用坚固的焊接结构,配有免维护、滚珠轴承安装的运输滚筒。
垂直停止凸轮用于对齐固定进料侧的纸张。纸张被夹持器夹住后,
长度测量系统,垂直停止凸轮自动降低,以避免轮廓的复制效应
加工过程中,固定支撑侧的板材边缘。
- 卸料滚筒输送机采用坚固、浮动的结构,配有免维护的滚珠轴承运输装置
滚轮,装有中间板
- 出料滚筒输送机区域的倾卸装置,用于自动处理小部件(约 60 x 60 毫米
可以将零件(最小至 400 x 400 毫米,最大板材厚度 60 毫米)装入可拉出的成品零件容器中。
- 主开关柜和机器上的开关柜的冷却装置(环境温度超过 + 35° 时需要)
C)
.
- 根据 CE 规定,光栅和围栏等安全装置包含在交付范围内。
KF钣金加工中心的机器控制
硬件
- CNC 路径控制用于在金属板平面上定位 2 个轴:
Y 用于钻轴的横向运动,可选用于标记装置
X 轴为工件纵向移动
- 机器控制(PLC)
用于控制机器功能
- 机器工业PC,内嵌WINDOWS XP,配有键盘、鼠标、
控制面板中集成的屏幕、网卡
- 可选远程诊断(按 Kaltenbach 的首选顺序):
◦ 通过互联网使用 TearnViewer(更多信息请访问 www.teamviewer.com)
◦ 通过客户提供的 VPN 连接(首选 Microsoft VPN)
◦ 通过客户提供的电话线(数字、模拟)
软件
工业机器 PC 包含钢结构专用 LANTEK 软件包,用于创建以下程序
机器控制系统。该程序在 Windows XP Professional ML 下运行,处理输入的工件数据并
利用它生成钣金加工中心的数控程序。
该项目包包含以下模块:
- Lantek Expert li Cut Plus。
接口:
- 交互式自动或手动轮廓嵌套。
- 宏语言包括 67 个标准宏。可以另外创建自己的宏。
- 碰撞控制
- 经济和网格切割,实现废物优化
- 自动生成剩余面板
- 集成组件管理和材料、面板和剩余面板库存的数据库。
- 可选穿孔功能或预钻孔。
- 计算部件面积和重量、切割时间和成本
- 列出并标记打印件
- 自动管理嵌套和非嵌套组件的数量。
2D CAD 模块用于创建嵌套计划,包括自动轮廓检查和校正以及自动
尺寸标注
- DSTV NC 数据导入
- DXF 输入/输出模块
- DWG - AutoCAD 导入接口
在这里找到更多 - https://www.ucymachines.com/ [https://www.ucymachines.com/]
联系我们 - sales@ucymachines.com
参数规格
| 制造商 | KALTENBACH |
| 型号 | KF 2506 |
| Year | 2011 |
| (使用) 状况 | 二手的 |