





















Perceuse à plaques KALTENBACH KF 2506




Perceuse à plaques KALTENBACH KF 2506
Contactez-nous pour le prix
Dresde, Allemagne
Description
KALTENBACH KF 2506
CENTRE DE TRAITEMENT DE LA TÔLE
Système de perçage de plaques
Le centre d'usinage de tôles KF a été conçu pour répondre aux exigences particulières du marché de l'acier, des machines et des appareils.
construction et convient au perçage et à l'oxycoupage efficaces de tôles, de bandes de tôle et de plats
aciers pour plaques d'extrémité, plaques de base et goussets.
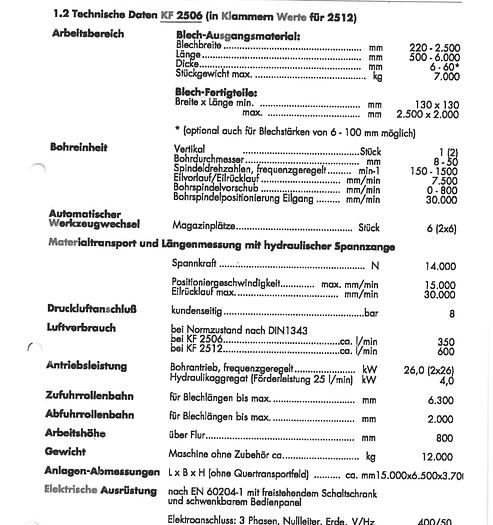
a) Données techniques
matière première tôle : 220 - 2.500
Largeur de feuille mm Longueur mm 500 - 6.000
Épaisseur mm 6 - 60
Poids du stuc max kg 7.000
Pièces préfabriquées en tôle :
Largeur x longueur min mm 130 X 130
maximum mm 2.500 X 2.000
Vertical (axe Y) Étape 1
Diamètre de perçage mm 8 - 50
Vitesses de broche, à fréquence contrôlée...... min-1/Avance rapide/Rétraction rapide mm/min 150 - 2000
Avance de la broche de perçage mm/min O - 2000
Positionnement de la broche de perçage avance rapide mm/min 24.000
Place du magazine Słuck 6
Force de serrage N 14000
Vitesse de positionnement max. mm/min 15000
Traversée rapide max mm/min 30000
barre côté client 8
dans un état standardisé selon DlN1343 env. I/min 350
Entraînement de perçage, à fréquence variable kW 26,0
Groupe hydraulique (débit 25 I/min) kW 24,0
Convoyeur à rouleaux d'alimentation
ou longueurs de tôle jusqu'à max mm 6000
Convoyeur à rouleaux de déchargement
longueurs de tôle tor jusqu'à max mm 2000
Hauteur de travail
Étage supérieur mm 800
Poids
Machine sans accessoires env. kilos 12000
Dimensions du système
Lx L x H (sans panneau de transport transversal) ...... env. mm 15 000x8 000x2 900
Équipement électrique
selon EN 60204-1 avec armoire électrique autonome et panneau de commande pivotant
Raccordement électrique : 3 phases, conducteur neutre, terre V/Hz 400/50
b) Équipement de base de la machine
- Portail machine conçu comme une construction soudée stable pour accueillir une unité de perçage verticale.
- Unité de perçage, dans un chariot de positionnement, fonctionnant dans des guidages à rouleaux linéaires précontraints sans jeu.
- Positionnement rapide et très précis de la broche de perçage via vis à billes et servomoteur.
- Les vitesses de broche programmées, qui sont stockées sous forme de valeurs fixes dans le logiciel opérateur, sont automatiquement affectées à
le diamètre de perçage respectif.
- Avance électromécanique du foret. Au-dessus de la vis à billes et du servomoteur.
- Les avances de perçage programmées, enregistrées sous forme de valeurs fixes dans le logiciel d'exploitation, sont automatiquement affectées à
le diamètre de perçage respectif. Il est également possible d'augmenter ou de réduire manuellement la valeur d'alimentation spécifiée par le
programme sur le panneau de commande.
- Mesure automatique de la longueur du foret par laser.
- Changement d'outil automatique pour 6 tailles de forets. L'unité de changement d'outils se compose d'un magasin à disques fixé
directement au chariot de forage pour obtenir des temps de changement les plus courts possibles.
Le changement de vitesse et d’avance est automatiquement lié au changement de foret. La livraison comprend 6 outils
titulaires.
- Dispositif de refroidissement par air avec système de micro-dosage commuté avec l'avance pour outils de perçage à air axial interne
fournir. Le refroidissement est disponible en option pour les outils de perçage sans alimentation en air axial.
- Programme de fraisage pour la broche de perçage
Contrôle de profondeur de perçage au-dessus pour fraises plates avec broches de guidage interchangeables0 15 - 40 mm et
pour fraises de 0 30 à 50 mm (dispositif de fraisage requis. Les outils et les supports ne sont pas compris dans la livraison.
livraison).
- Dispositif de serrage vertical auto-ajustable avec dispositif de maintien hydraulique intégré au contrôle automatique du cycle.
- Grattoir à copeaux pour l'élimination automatique des copeaux de perçage de la surface de la pièce, dans le cadre du cycle automatique
contrôle. Réglage automatique de la hauteur sur la surface du matériau.
- Le porte-copeaux peut être retiré des deux côtés de la machine sur des rouleaux disposés dans le bâti de la machine.
- Groupe de coupage au chalumeau pour oxycoupage, fixé sur l'unité de perçage, avec allumage et flamme à distance de la torche
surveillance, y compris les buses de coupe nécessaires.
Gaz combustible : par ex. propane, acétylène.
- Réglage de la hauteur du brûleur. Contrôle automatique de distance avec capteurs capacitifs.
- Alimentation du dispositif d'oxycoupage via l'entraînement de positionnement de l'unité de perçage.
- Chariot à scories pour l'élimination centralisée des solides et le brûlage, extractible, monté sur roulettes, disposé dans le
lit de machine.
- Appareil de mesure de longueur, composé d'un chariot à pinces à double pince hydraulique côté système fixe et d'un
pince hydraulique simple env. À 1 200 mm du côté du système fixe. Entraînement de positionnement du chariot de préhension Servo supérieur
moteur avec codeur absolu et support de mesure de précision. Pince hydraulique supplémentaire côté système fixe,
voyager avec le chariot à pince principal.
- Mesure de longueur de tôle avec capteur de lumière laser par course retour de la pince supplémentaire côté système fixe.
Détection de position du bord latéral de la tôle côté système fixe dans la zone située entre le support de perçage et le
fente de coupe à la flamme.
- Convoyeur à rouleaux d'alimentation en construction solide et soudée avec rouleaux de transport montés sur roulements à billes sans entretien.
Cames d'arrêt verticales pour aligner les feuilles du côté alimentation fixe. Après que la feuille ait été serrée par les pinces de
le système de mesure de longueur, les cames de butée verticales s'abaissent automatiquement pour éviter un effet de copie du contour
du bord de la tôle côté support fixe pendant le processus d'usinage.
- Convoyeur à rouleaux de déchargement de construction solide et flottante avec transport sur roulements à billes sans entretien
rouleaux, équipés de plaques intermédiaires
- Dispositif de basculement au niveau du convoyeur à rouleaux de sortie, pour l'élimination automatique des petites pièces (env. 60 x 60 mm
min. à 400 x 400 mm max., max. épaisseur de tôle 60 mm) dans un bac à pièces extractible.
- Unité de refroidissement pour armoire électrique principale et armoire électrique sur la machine (obligatoire si la température ambiante dépasse + 35°
C)
.
- Les dispositifs de sécurité tels que les barrières lumineuses et les clôtures sont inclus dans la livraison conformément à la réglementation CE.
Contrôle de machine pour le centre d'usinage de tôle KF
matériel
- Contrôle de trajectoire CNC pour le positionnement des 2 axes dans le plan de tôlerie :
Y pour le mouvement transversal de la broche de perçage, en option pour le dispositif de marquage
X pour le mouvement longitudinal de la pièce
- Contrôle des machines (automate)
pour contrôler les fonctions de la machine
- Machine PC industrielle sous WINDOWS XP embarquée avec clavier, souris,
écran intégré au panneau de contrôle, carte réseau
- Diagnostic à distance possible en option (dans l'ordre des options préférées de Kaltenbach) :
◦ TeanViewer via Internet (plus d'informations sur www.teamviewer.com)
◦ Via une connexion VPN à fournir par le client (Microsoft VPN de préférence)
◦ Via une ligne téléphonique à fournir par le client (numérique, analogique)
Logiciel
Le PC de la machine industrielle contient le progiciel LANTEK spécifique à la construction métallique pour créer des programmes pour
le contrôle de la machine. Le programme, qui fonctionne sous Windows XP Professionnel ML, traite les données de pièce saisies et
l'utilise pour générer le programme CN pour le centre d'usinage de la tôle.
Le package du programme comprend les modules suivants :
- Lantek Expert et Cut Plus.
Interfaces :
- Imbrication interactive de contours automatique ou manuelle.
- Langage macro incl. 67 macros standards. Des macros propres peuvent également être créées.
- Contrôle des collisions
- Économie et coupure de réseau pour l'optimisation des déchets
- Génération automatique de panneaux restants
- Gestion intégrée des composants et bases de données pour le stock de matériaux, de panneaux et de panneaux restants.
- Fonction perçage ou pré-perçage en option.
- Calcul de la surface et du poids des composants, des temps et des coûts de découpe
- Impressions de listes et d'étiquettes
- Gestion automatique du nombre de composants imbriqués et non imbriqués.
Module CAO 2D pour créer des plans d'imbrication, incl. vérification et correction automatiques des contours ainsi que automatique
dimensionnement
- Importation de données DSTV NC
-Module d'entrée/sortie DXF
- DWG - Interface d'importation AutoCAD
En savoir plus ici - https://www.ucymachines.com/ [https://www.ucymachines.com/]
Contactez-nous à - sales@ucymachines.com
Caractéristiques
| Fabricant | KALTENBACH |
| Modèle | KF 2506 |
| Année | 2011 |
| Condition | utilisé |